在动力传动系统中,变速器扮演着至关重要的角色,其性能直接影响到机械设备的效率、平顺性与可靠性。本文将系统解析变速器的核心零件,并深入探讨在加工关键部件——壳体时,液压夹具的十大典型应用方案,旨在为液压动力机械及元件的销售与技术推广提供扎实的参考。
一、变速器核心零件全解析
变速器是一个精密的动力传递与调节装置,主要由以下几大核心部分构成:
- 壳体:作为变速器的骨架,承载并保护所有内部零件。通常由高强度铸铁或铝合金制成,要求具备极高的刚性、尺寸精度和密封性,其加工质量直接影响总成性能。
- 齿轮系:包括输入轴、输出轴、中间轴上的各类齿轮以及同步器。负责传递和改变转速与扭矩,是变速的“执行者”。其制造精度要求极高,需经过滚齿、剃齿、磨齿等多道精密工序。
- 轴类零件:如输入轴、输出轴、中间轴。它们支撑齿轮并传递动力,需要良好的抗扭强度和疲劳寿命。
- 轴承:支撑各旋转轴,减少摩擦,保证传动平稳高效。
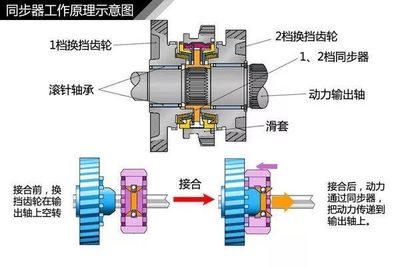
- 换挡机构:包括拨叉、换挡杆、同步器等,是驾驶员实现挡位切换的“操纵系统”。
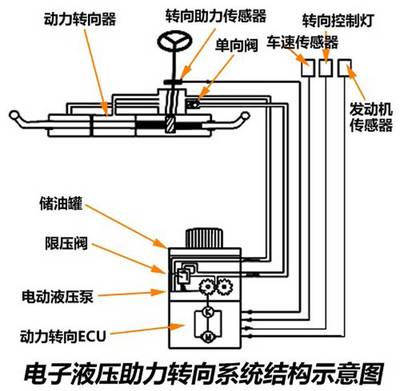
- 液压/电控系统(针对自动变速器):包含阀体、电磁阀、液力变矩器等,实现自动、精准的换挡控制。
其中,壳体作为基础性和包容性零件,其结构复杂、加工面多、精度要求严苛,其加工效率与精度直接制约着总装线的节拍与最终产品质量。
二、壳体加工挑战与液压夹具优势
壳体零件具有腔体多、壁厚不均、装夹易变形等特点。传统装夹方式效率低、一致性差,难以适应现代大规模、高精度的生产需求。液压夹具以其独特的优势,成为壳体加工的理想选择:
- 高刚度与稳定性:液压油缸提供的夹紧力巨大且均匀,能有效抑制切削振动,保证加工精度与表面质量。
- 高效率:可实现多点多向同时自动夹紧/松开,大幅缩短辅助时间,提高生产效率。
- 低变形:通过合理布局的夹紧点,可实现对薄壁件的柔性、均匀施力,最小化工件变形。
- 自动化集成度高:易于与数控机床、机械手集成,实现自动化生产线建设。
三、壳体液压夹具十大经典应用案例
以下列举10种针对变速器壳体不同工序的液压夹具典型解决方案,为销售与技术人员提供直观参考:
1. 案例一:壳体结合面粗/精加工夹具
采用一面两销定位,顶部与侧面多点液压压板夹紧,确保结合面平面度与对基准孔的精度。
2. 案例二:轴承孔系镗削加工夹具
设计专用的内腔支撑与外部夹紧组合机构,防止镗孔时因切削力导致的孔系形位公差超差。\n
3. 案例三:端面及周向螺栓孔钻攻夹具
使用液压回转台或分度盘,配合侧面夹紧,实现一次装夹完成多个方向的孔加工。
4. 案例四:油道孔深孔钻夹具
配备精密的导向套与高压冷却系统,工件被完全刚性固定,确保深孔加工的直线度。
5. 案例五:阀体安装面精密铣削夹具
针对铝合金壳体,采用带软爪的液压卡盘或定制化仿形夹紧块,防止表面压伤并保证平面度。
6. 案例六:扫描检测与去毛刺一体化夹具
在加工中心上,使用同一套液压夹具,完成加工后的在线测量与关键边棱的倒角去毛刺。
7. 案例七:前后壳体合装后精加工夹具
对于需合装后共同加工的基准,设计可同时定位夹紧两个半壳的专用夹具,保证最终装配一致性。
8. 案例八:轻型壳体高速加工夹具
为适应高速切削,设计轻量化夹具本体,并优化夹紧点布局,追求动态平衡与高固有频率。
9. 案例九:多品种壳体柔性生产夹具
采用模块化设计,通过更换部分定位、夹紧模块,快速适配同平台不同型号壳体的生产切换。
10. 案例十:自动化生产线联线夹具
夹具集成自动识别、定位、夹紧与清洁功能,通过标准化接口与AGV或输送线无缝对接,实现无人化操作。
四、对液压动力机械及元件销售的启示
深入理解终端应用场景是销售成功的关键。对于液压泵站、阀组、油缸、管接头等元件供应商而言:
- 技术营销:销售人员需掌握如上述夹具案例的基本知识,能将产品特性(如油缸的出力、阀的响应速度、泵的稳定性)与客户具体的工艺需求(如抑制变形、提高节拍)直接关联。
- 方案打包:从提供单一元件转向提供小型系统或解决方案,例如为一条壳体加工线配套稳定可靠的液压动力站与控制系统。
- 可靠性承诺:夹具系统要求长期无泄漏、压力稳定。元件的耐用性和可靠性是客户最核心的关注点,也是品牌价值的基石。
- 服务前置:积极参与到机床厂或夹具制造商的方案设计阶段,提供选型支持与模拟验证,从源头锁定项目。
变速器壳体的高效精密加工,高度依赖先进的液压夹具技术。而对液压元件销售而言,唯有深耕下游工艺,从“零件供应商”转变为“工艺助力者”,才能在激烈的市场竞争中,为客户创造不可替代的价值,赢得持续订单。